The Process of Formation and the Differences between Various Types of Flutes
- Khobre Mihan co
- Article
- The Process of Formation and the Differences between Various Types of Flutes
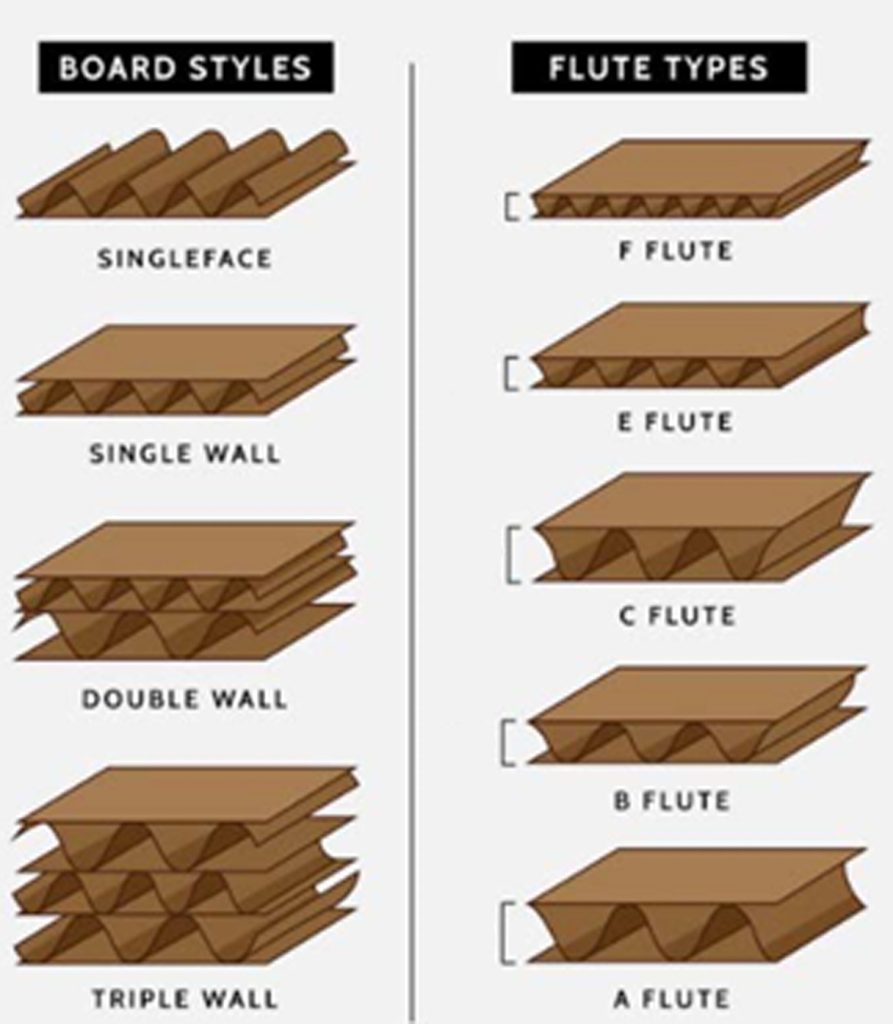
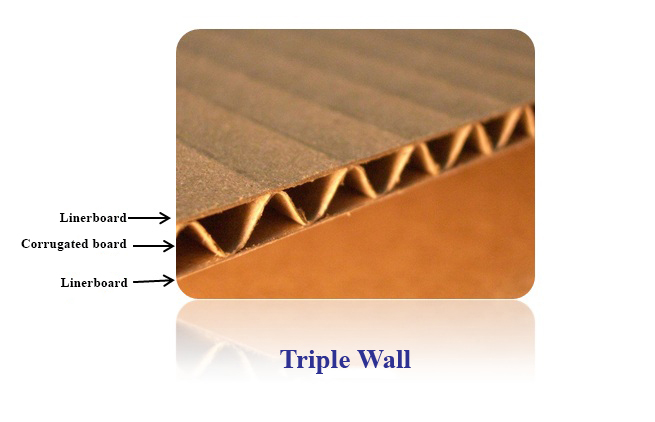
Carton is a versatile material that can be used for a variety of applications, from lightweight flutes for fast food packaging to heavy-duty flutes for stacking five rows of washing machines on top of each other. The term corrugates (corrugated) was first introduced to describe a roll of corrugated paper, and then this corrugated paper was attached to another flat paper to form single face. After single face, the term single wall was introduced, which refers to three-ply cardboard sheet. Double wall and triple wall sheet were then introduced. The order of flute naming is based on alphabetical order and is not a measure of flute size. Based on flute size, flute A has the tallest height and is followed by flute B, flute C, and flute E. In addition, there are other flutes available for special applications.

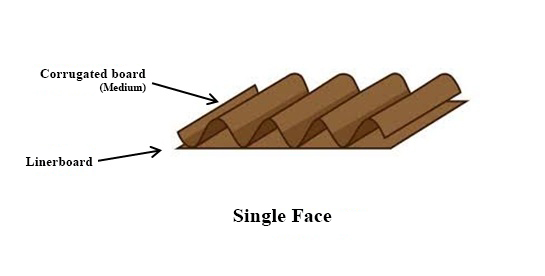
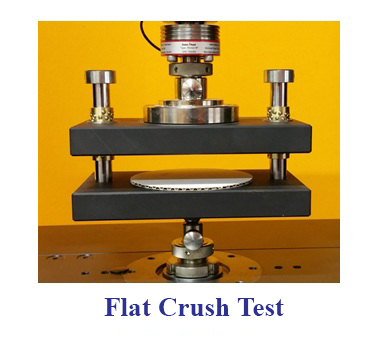
Flute A was first produced in 1871 as an invention by Albert Jones. The initial application of corrugated papers (Figure 1) was for wrapping bottles and glass tubes for oil lamps. The structure of Flute A has very good impact-absorbing properties. Three years later, in 1874, Oliver Long attached a layer of liner paper to the corrugated paper, creating single face for the first time (Figure 2). Several years later, machines were specifically developed. In 1881, George Smythe built the first Single Facer machine for Thompson and Norris, where liner paper was glued to the corrugated (medium) paper. In 1895, Jefferson Ferres constructed the first machine for producing three-layered sheets for Sefton, with corrugated medium placed between two liner paper layers (Figure 3). The three-layered sheet with B flute structure was produced in response to the need for thinner sheets and more flutes per meter. The added flutes per meter increased the sheet’s resistance to crush during the printing process. The ability of the sheet to maintain its thickness (resistance to crush) against a crushing force is measured in the laboratory using the Flat Crush Test (Figure 4).
Corrugated board with B flute structure has approximately more resistance to flat crush resistance than corrugated board with A flute structure. This difference provides a better printing surface. Another advantage of sheets produced with B flute is dimensional accuracy compared to sheets produced with A flute. As a drawback, carton boxes produced with B flute structure cannot withstand the weight of other corrugated boxes stacked on top of them as well as boxes with A flute structure, resulting in reduced top-to-bottom resistance of the boxes (Figure 5).
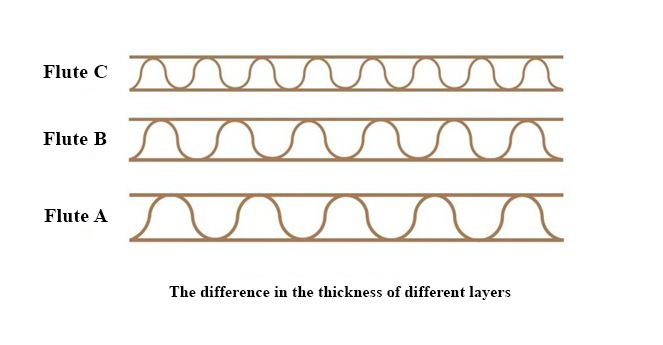
Flute C was produced after Flute B. C flute boxes have greater resistance to stacking (warehousing) compared to B flute boxes, but their resistance is less than that of A flute boxes. C flute sheets fold better than A flute sheets but have weaker crush resistance compared to B flute sheets. Additionally, the crush resistance of C flute is greater than A flute and less than B flute. The thickness of B flute sheets is approximately 175/3 mm, and C flute sheets range from 762/4 mm to 969/3 mm, while A flute sheets is approximately 556/5 mm to 762/4 mm (Figure 6).
A simple way to determine the type of flute is to measure the distance between three consecutive flute tips. If the distance between three consecutive flute tips is approximately 7/12 mm, it is a type B flute. If this distance is 87/15 mm, it is a C flute, and if this distance is 19 mm, it is an A flute. Nowadays, many industries use cardboard packaging for their products, including food, fruits, detergents and hygiene products, household items, pharmaceuticals, electrical goods, transportation, and automotive parts, among others.
The advantages of cardboard packaging include suitable printability, cuttability, stackability, high weight tolerance, recyclability, environmental compatibility, reasonable price, and high production speed. Having a basic understanding of cardboard packaging is essential for manufacturers and users. The Experts Engineers Company is proud to offer any consultation and training regarding various cardboard packaging types and standards to manufacturers and economic actors.
Conclusion
In essence, the grades of paperboard are determined by factors such as weight (mass per unit area), flute type, and the material used for liners. The flutes serve as stabilizers, providing support for heavy loads, while the space in between acts as a cushion for the contents.
A-Flute, with its maximum size, features a thick outer facing liner, making it suitable for delicate items due to excellent stacking properties.
B-Flute, characterized by lower arc height and more flutes per foot, provides a flat surface conducive to high-quality printing.
C-Flute is the most commonly used corrugated container, offering good stacking and printing properties.
E-Flute boasts the highest number of flutes per foot, providing a balance between crush resistance and high-quality printing. The choice of flute depends on the intended use, with A-flute for heavy-duty boxes, B-flute for applications where high compression strength isn’t crucial, and C-flute for cases requiring both good compression and stacking strength. E and F flutes are employed for smaller-sized boxes.
Corrugated paperboard demonstrates resilience against adverse conditions, resisting buckling during high stacking. The air space within acts as a thermal insulator, facilitating air movement and protecting against fluctuating atmospheric conditions.
| Flute Types | Properties | Flute Height (mm) | Pitch No. per Meter | Pitch Ratio |
| A | Large flutes Seldom used | 4/1-4/7 | 102-115 | 1/37-1/53 |
| B | Good compactness High compressive strength | 2/3-2/65 | 150-170 | 1/26-1/39 |
| C | Edges can be crushed easily | 3/3-3/92 | 120-130 | 1/36-1/48 |
| E | Excellent flat crush resistance | 1/1-1/39 | 270-315 | 1/18-1/32 |
| F | Known as micro-flutes with excellent properties. | 0/7-0/8 | 410-420 | 1/20-1/25 |
We help our customers stand out in the market by providing superior packaging solutions
To achieve this goal, we continuously invest in developing our relationships with our customers so that we can meet the needs of our customers today and tomorrow. The consulting and design team of Mehen’s expert engineers, after hearing the demands of the customers, examined the different ways of packaging the product and then using the valuable experiences of the past and the current knowledge of packaging and the use of new technologies, the most optimal type of packaging examined. provides to consumers. For more information and consultation with us, click on the free consultation button.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}